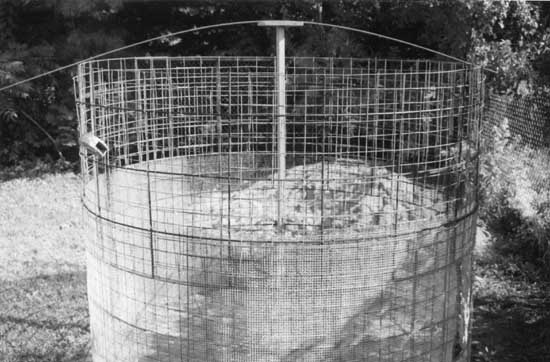
Visualize curves under bridges and the curve will be good. The roof should be comfortable to work on. Don't make it too steep. The post should be about thirty centimeters higher than the walls for a sixty cubic meter tank with two meter walls.
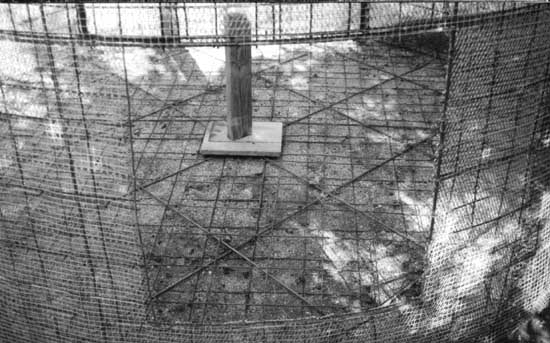
Balance and temporarily tie a square meter of welded wire on top of the center post. This step was omitted in the photographs because the example is small enough to be self-supporting. Cut a piece of number four reinforcing bar which extends sixty centimeters past the center post and forty-five centimeters past the wall. Bend the reinforcing bar so it enters about thirty-five centimeters into the wall. Use fifteen to twenty-five centimeters for the bend radius. Remove wire ties where the bars enter between the layers of welded wire. Slightly bend the top of the inner layer of welded wire inward to fit the curve.

The curve starts at the top of the outer layer of welded wire; that is 7.5 centimeters below the inner layer. The distance from the floor is two meters ±. This height is perfect for reaching onto the outer portion of the roof from low scaffolding. Low scaffolding is about seventy-five centimeters high.
Repeat the previous step and extend the the radius into a straight line diameter across the tank which is supported by the center pole and tied into the walls. Use thin sticks or bamboo and wire for temporary supports between the center pole and the walls. Do not tie too much at first. The reinforcing steel overlap must be loose enough to slide and adjust the circle at the top of the tank. Repeat again and make a second reinforcing steel bar rafter perpendicular to the first rafter bar radius.
The tank roof is now divided into quarters. Adjust the walls to as vertical as practical by pushing and pulling the roof bars in the center before tying them. The goal is to make the tank cylinder as vertical as it can be. If forcing the wall to vertical under one of these first roof bars causes the wall to be less vertical elsewhere, split the difference so both areas are as vertical as possible. One should understand that this compromise is not a mark of poor work unless the tank is so visually crooked as to catch the eye. This somewhat imprecise nature of ferrocement is a key reason for its absolute price advantage within the size range of fifty to five hundred cubic meters, plus.

Now make three circles of number three bar. The circle diameters are 30, 75, and 120 centimeters (12, 30, 48 inches). They do not require perfection. Tie these concentric circles on top in the center. Use number four bar for larger tanks.
This is the time to put some pre-cut lengths of welded wire inside the tank, and the inner lath if it is not there already. Then cut four pieces of welded wire three meters long. This will cover much of the tank ceiling. Extra pieces of are better than less. Excess material can be easily removed through a temporary door cut in the wall after the roof steel is in place. It will be easier if all the pieces are reverse rolled to relieve the tension from the tight factory roll.
The roof grid is thirty centimeters or less. Sixty bars of steel extend out of the wall and into the roof of a sixty cubic meter tank, space them at thirty centimeters. Only four bars reach all the way to the center; they are already in place. Now cut eight pieces of number four bar which are ten to fifteen centimeters short of the center. These pieces extend fifty to sixty centimeters past the wall. Bend and test one before cutting the rest; it should extend thirty or forty centimeters into the wall and be ten to fifteen centimeters short of the center.
Divide each roof quarter section into approximate thirds with two of the eight roof bars just made. These bars are placed on the nearest thirty centimeter circumference mark. They will not divide the roof quarter sections into precise thirds. Slide the bars under the reinforcing bar rings and over the square meter of welded wire sitting on top of the center support post. Twist and push the bent tail ends into the wall. Remove any wall ties which makes this difficult. If too much steel crowds into or over the center, trim in place with a cutting torch, or, working on the ground with a metal saw.

Temporarily support the arc of each radius rafter with thin wood, bamboo, or small plastic pipe.

Now make three circles with diameters of 1.8, 2.4, and 3 meters (5.9, 7.9, 9.8 feet ±). Place these circles on top of the tank radius bars. Inspect once again for perfection at the top of the tank. If one of the radius bars is problematic, loosen and re-tie it. Each pie shaped piece in the sixty cubic meter example is now about 1.5 meters wide at the tank circumference (4.9').
Continue filling in with larger rings and shorter rafters until the roof reinforcing bar steel is a thirty centimeter grid (12"). Notice that some remaining rafters are much shorter. Use reinforcing bar from the scrap pile to finish the shorter rafters and larger rings. The shorter radius bars only extend far enough toward the center to maintain the thirty centimeter grid.
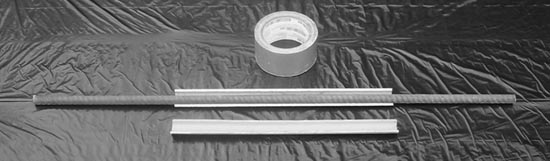
Bend the inner and outer welded wire in the wall to fit the curve. Put a "Z" shaped bend every forty or fifty centimeters along the highest horizontal wires. This reduction in circumference will pull the top horizontal wires into the curve and can be precisely controlled. The "Z" bends can also be undone slightly as needed. Keep these bends in the plane of the tank wall so bumps of steel do not protrude toward the finished plaster surface. "Z" bend maker is illustrated below.
Place the welded wire on the ceiling now. Start at the center of each piece and work outward. Overlap the original square meter of welded wire about thirty centimeters. Remove the temporary supports to make room for placing the welded wire. Re-install the temporary supports when each section of welded wire is in place. This will maintain a uniform roof curve. The first pieces of welded wire should divide the tank ceiling into quarters. Continue until the interior ceiling is complete.

The next step is to put a top layer of welded wire on the roof. It is difficult to maintain an even spaced pattern because of the roof curvature and the patch method used to place the ceiling wire. It is best to position the top roof layer of welded wire at a forty-five degree angle to the inner ceiling wire for these reasons.

Cut a piece of welded wire long enough to go all the way over the roof and extend down the wall at least thirty centimeters on either side. Tie a piece of rope to the end of the cut piece and roll the rope up with the wire. This rope is pulled from the far side of the tank to unroll the welded wire and place it on top.

Cut a door in the tank wall when the welded wire on the roof is complete and well supported. The door should be larger than pictured.
Each layer is rolled back and tied to the tank wall, rather than cut completely out as pictured. The outer layer of fine wire should be cut on both sides and bottom and then rolled upward. The outer layer of welded wire is cut on one side, top, and bottom to be folded to one side. The inner layer of welded wire is cut at the top, bottom and on the opposite side as the outer cut so that it folds open in the opposite direction of the outer welded wire.
Reinforcing steel bars are then cut out of the way. Pieces of wood can be tied to the door sides if the tank wall distorts excessively when the door is cut open. The door is folded back into place and patched at the seams at the last moment during plaster application; proper sized replacement reinforcing steel with sufficient overlap should be ready for that event, bend the horizontal pieces slightly to match the tank wall curvature.
Be sure to remove sharp wire tails that will cause minor cuts or serious injury to those using the door during tank construction.